Дефекты сварных соединений
1. Общая характеристика и виды сварных соединений
Сварным соединением называется неразъемное соединение, выполненное сваркой. При сварке плавлением в сварном соединении (рис. 1) формируются различные участки, нагретые до различных температур, и отличающихся по этой причине физическими, химическими и механическими свойствами. 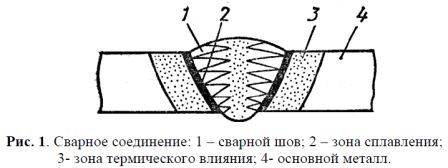
Расплавившийся и закристаллизовавшийся металл образует сварной шов 1 с литой структурой; частично оплавившийся металл образует зону сплавления 2. Примыкающие к ней участки металла, нагретые до температуры выше ~ 1000°С, в которых протекают структурные превращения и возникают остаточные напряжения, образуют зону термического влияния 3. Далее следует основной металл 4, структура и свойства которого в процессе сварки не изменяются.
Взаимное расположение соединяемых элементов определяет тип сварного соединения. При ручной дуговой сварке наиболее часто применяют следующие сварные соединения (рис. 2): встык (а); внахлестку (б); тавровые (в); угловые (г); боковые (д). Соединение встык предпочтительнее других в силу своей экономичности и лучшей работоспособности. При стыковом соединении свариваемые кромки предварительно обрабатывают. При сварке тонких изделий кромки загибают для усиления шва (рис. 2, е, г). При толщине металла до 8 мм сварку производят без разделки кромок при зазоре до 2 мм (рис. 2, ж). Металл толщиной 8-15 мм сваривают с односторонней V-образной разделкой кромок (рис 2, з); толщиной 15-20 мм - с двусторонней Х-образной разделкой кромок (рис. 2, и); толще 20 мм - с U-образной односторонней или двусторонней разделкой кромок. 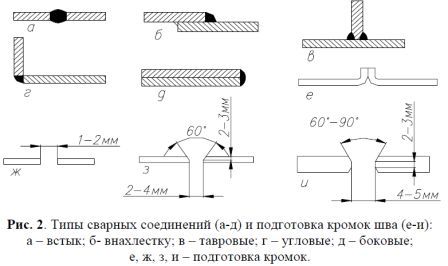
На процесс сварки и качество сварного шва сильно влияют загрязнения поверхности металлов оксидами, жировыми пленками и пр. Поэтому перед сваркой производят подготовку свариваемых поверхностей. Помимо устранения загрязнений поверхности металла принимаются меры для уменьшения загрязнений в процессе сварки, в первую очередь окислами. Для этой цели используют флюсы, шлаки, вакуум, защитные газы. Сварное соединение должно быть таким же прочным, как и основной металл, и не уступать ему при всех видах нагрузок (статических, ударных, циклических). Равнопрочность сварного соединения определяется отсутствием внутренних и внешних дефектов, а так же структурой и свойствами металла шва и зоны термического влияния.
2. Дефекты сварных соединений
В процессе сварки в металле шва и в зоне термического влияния могут возникать различные дефекты, которые снижают прочность соединения, приводят к негерметичности швов и снижению эксплуатационной надежности изделия. По расположению в сварном соединении дефекты делятся на наружные и внутренние. К наружным относятся надрезы, наплывы, наружные трещины и газовые поры. Эти дефекты, как правило, могут быть выявлены при наружном осмотре. Классификация основных дефектов сварных соединений:
-
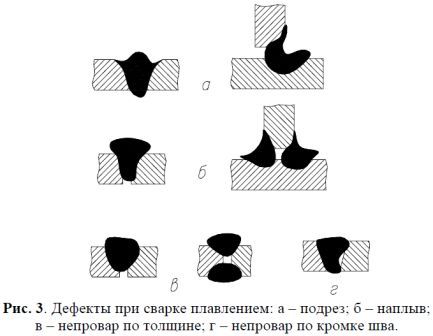
Подрез представляет собой углубление (канавку) на основном металле вдоль линии сплавления сварного шва с основным металлом (рис. 3, а). Обычно образование подреза связано с формированием большой сварочной ванны за счет большого сварочного тока.
-
Наплыв - это натекание металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним (рис. 3, б).
-
Непровар - местное несплавление вследствие неполного расплавления кромок свариваемых деталей (рис. 3, в, г). Место непровара в большинстве случаев заполнено шлаком, который, благодаря легкоплавкости и жидкотекучести, заполняет образующееся при непроваре полости. При дуговой сварке образование непровара связано с недостаточным сварочным током. Непровар является одним из наиболее опасных дефектов. Это связано с тем, что при нагружении непровар является концентратором напряжений. Напряжения, возникающие в этом месте, могут в несколько раз превышать средние напряжения в изделии. Это приводит к разрушению изделия при нагрузках, значительно меньших, чем расчетные. Кроме того, непровар часто сопровождается появлением трудно-выявляемых трещин в металле шва. Непровары обязательно устраняют подваркой дефектных участков.
-
Трещины - частичное местное разрушение (разрыв) в сварном шве и/или в околошовной зоне. При сварке трещины могут образовываться в процессе кристаллизации (горячие трещины) и в процессе фазовых и структурных превращений в твердом состоянии (холодные и другие виды трещин). Механизм образования горячих трещин заключается в следующем. Расплавленный металл шва после удаления источника нагрева начинает охлаждаться. При температуре ниже ликвидуса в расплаве начинают появляться кристаллы. По мере дальнейшего охлаждения объем, занимаемый кристаллитами, увеличивается, а сами кристаллиты объединяются в каркас, разделенный жидкими прослойками. В таком состоянии циркуляция жидкости между кристаллитами затруднена. Это приводит к снижению деформационной способности системы и опасности ее хрупкого разрушения за счет усадочных кристаллизационных напряжений. Разрушению способствует образование на границах кристаллитов выделений (сегрегаций) легкоплавких фаз (сульфидов, фосфидов, оксидов), ослабляющих связи между растущими зернами. Склонность к образованию горячих трещин тем выше, чем шире температурный интервал кристаллизации и чем ниже металлургическое качество стали. Углерод расширяет интервал кристаллизации и усиливает склонность стали к образованию горячих трещин. Холодные трещины образуются при охлаждении сварного шва ниже 200-300°С преимущественно в зоне термического влияния. Процесс их образования имеет, как правило, замедленный характер, что делает их особо опасными. Причиной образования холодных трещин являются внутренние напряжения, возникающие при структурных превращениях (особенно мартенситном) в результате местной закалки стали. В низкоуглеродистых сталях, где объемный эффект мартенситного превращения мал, холодные трещины встречаются редко. С ростом содержания углерода фазовые напряжения увеличиваются, что способствует появлению холодных трещин. В углеродистых сталях холодные трещины являются наиболее распространенным дефектом. Склонность к образованию горячих и холодных трещин определяет свариваемость металла - способность получения сварного соединения, равнопрочного с основным металлом. Углерод и все основные легирующие элементы отрицательно влияют на свариваемость. Низкой склонностью к образованию холодных трещин (высокой свариваемостью) обладают стали, у которых Сэкв < 0,45%, т.е. содержащие до ~ 0,25% С. В эту группу входят углеродистые стали Ст1 - Ст4, 05, 08, 10, 15, 20, 25, а так же низколегированные стали 09Г2(Д), 14Г2, 17ГС и др., применяемые для изготовления различных металлоконструкций.
-
Поры - округлые или вытянутые полости, заполненные газом. Они могут быть микроскопическими и крупными (до 4-6 мм). Поры образуются в швах или на границе сплавления с основным металлом. Склонность к образованию пор зависит от концентрации газа в сварочной ванне, растворимости его в твердом или жидком металле при температуре кристаллизации, скорости кристаллизации металла, коэффициента диффузии газа в жидком и твердом металлах. Газовыделение связано с химическими реакциями в расплавленном металле. Из-за нерастворимости в железе СО в процессе реакции выделяется в виде пузырьков. Снижение растворимости газов по мере охлаждения сварочной ванны также является причиной образования пористости. При сварке строительных сталей основная причина образования пор - плохое раскисление сварочной ванны.
-
Неметаллические включения - это дефекты в виде инородных частиц в металле шва. Различают шлаковые, флюсовые, окисные и другие неметаллические включения. Шлаковые включения образуются в результате плохой очистки кромок свариваемых деталей, а так же недостаточно полного удаления шлака при многослойной сварке. При сварке плавлением основной металл и электрод плавятся, образуя жидкую ванну. В результате жидкофазного перемешивания компонентов и последующей кристаллизации формируется литая структура шва, химический состав которой отличается от состава основного металла. Рассмотрим возможные виды химической неоднородности металла шва (ликвации). Как и при кристаллизации слитка в литейной форме, можно выделить три вида ликвации: зональную, дендритную и гравитационную (по плотности). Зональная ликвация может наблюдаться в объеме шва. По мере кристаллизации шва по направлению от границы сплавления к центру металл будет обогащаться различными примесями, поэтому химический состав литой структуры по сечению будет неодинаков. Например, при сварке стали в центральной части шва может увеличиваться концентрация углерода и вредных примесей - серы и фосфора. Помимо зональной ликвации в структуре шва может наблюдаться дендритная ликвация - неоднородность химического состава по сечению зерна (дендрита). Центр зерна будет обогащен более тугоплавкими элементами, а междендритное пространство, затвердевающее в последнюю очередь, будет содержать наибольшее количество легкоплавких примесей. При сварке плавлением металлов, сильно отличающихся по плотности, возможна гравитационная ликвация. Верхняя часть шва будет обогащена более легкими компонентами, а нижняя более тяжелыми.
3. Изучение дефектов сварных соединений методами макроскопического анализа (макроанализа)
3.1 Общая характеристика макроанализа
Макроанализ состоит в определении макроструктуры металлов и сплавов невооруженным глазом или с помощью лупы при небольшом (20-30 раз) увеличении. В отличие от микроанализа макроанализ не позволяет исследовать микроструктуру металла. Макроанализ используется для контроля качества металлических деталей, изготовленных методами литья, обработки давлением, сварки, резания, термообработки. Макроанализ позволяет определить вид излома (вязкий, хрупкий и др.); нарушения сплошности металла (усадочную рыхлость, газовые пузыри, трещины и др.); дендритное и волокнистое строение; химические неоднородности литого металла (ликвацию серы, фосфора и других элементов).
Для выполнения макроанализа из изучаемой части детали изготавливают образец, который подвергают шлифовке и травлению специальными реактивами. Такой образец называют макрошлифом. На шлифованной поверхности не должно быть загрязнений, следов масла и т.п.
Для макротравления используют более сильные реактивы по сравнению с микротравлением. Результаты макроанализа можно зафиксировать, сделав фотоснимок макроструктуры при увеличении от 0,5 до 20 раз.
3.2 Макроанализ сварных соединений
Макроанализ позволяет определить форму, размеры и дендритное строение сварного шва, наличие в шве и основном металле различных дефектов: непроваров, трещин, шлаковых включений, газовых пор, ликваций углерода и вредных примесей (Р и S), усадочных рыхлостей.
Для выявления макростроения сварных соединений из низко- и среднеуглеродистых сталей чаще все используют методы поверхностного травления (реактив Гейна и метод Баумана).
Реактив Гейна имеет следующий состав: 85 гр. хлорной меди CuCl2, 53 гр. хлорида аммония NH4CI на 1000 мл воды. Макрошлиф протирают спиртом и погружают шлифованной поверхностью на 30-60 секунд в реактив; при этом происходит обменная реакция, по которой железо вытесняет медь из водного раствора. Медь оседает на поверхности шлифа. На участках, в которых обменная реакция не развивается полностью, и поэтому недостаточно защищенных медью (поры, трещины, непровары, неметаллические включения), происходит травление. После травления макрошлиф вынимают из раствора, снимают ватой под струей воды слой меди и просушивают, обдувая грушей, чтобы предохранить шлиф от быстрого окисления на воздухе.
Данный метод выявляет поры в месте стыка в наплавленном металле, а также участки, обогащенные углеродом, серой и фосфором. Участки стали с различным содержанием этих элементов травятся неодинаково. В участках, обогащенных углеродом и фосфором, медь выделяется менее интенсивно и меньше защищает поверхность металла от травящего действия хлористых солей реактива. В результате эти участки окрашиваются в более темный цвет. Лучшие результаты дает макроанализ стали, содержащей до 0,6% С. В стали с большим содержанием углерода осадок меди плохо смывается с макрошлифа. Реактив Гейна выявляет одновременно и ликвацию серы, поскольку характер распределения серы, фосфора и углерода в стали практически одинаков.
Для определения ликвации серы в сварном шве используют метод фотоотпечатков (метод Баумана). Бромсеребряную фотобумагу на свету смачивают или выдерживают 5-10 минут в 5% водном растворе серной кислоты и слегка просушивают между листами фильтровальной бумаги для удаления излишнего раствора. После этого на приготовленный макрошлиф укладывают фотобумагу и осторожно, не допуская ее смещения, проглаживают резиновым валиком или рукой (в резиновой перчатке) для удаления оставшихся между бумагой и макрошлифом пузырьков воздуха (пузырьки оставляют белые пятна и маскируют результаты анализа). Фотобумагу выдерживают на макрошлифе 3-15 мин.
Сернистые включения (FeS, MnS), имеющиеся в наплавленном металле на его поверхности, реагируют с серной кислотой, оставшейся на фотобумаге (пропитавшей ее). Образующийся сероводород непосредственно в очагах своего выделения воздействует на кристаллики бромистого серебра фотоэмульсии.
Темные участки сернистого серебра, образующиеся на фотобумаге, показывают форму и характер распределения сульфидов в сварном шве и зоне термического влияния. Снятую с макрошлифа фотобумагу промывают под струей воды, фиксируют 20-30 минут в растворе гипосульфита, затем промывают - 10 минут в воде и просушивают. Если в сварном шве содержится повышенное количество фосфора, то в участках со значительной его ликвацией фосфор участвует в реакции с бромистым серебром и образует фосфиды серебра темного цвета.